
Hva er Hot Melt Film og hvordan fungerer det?
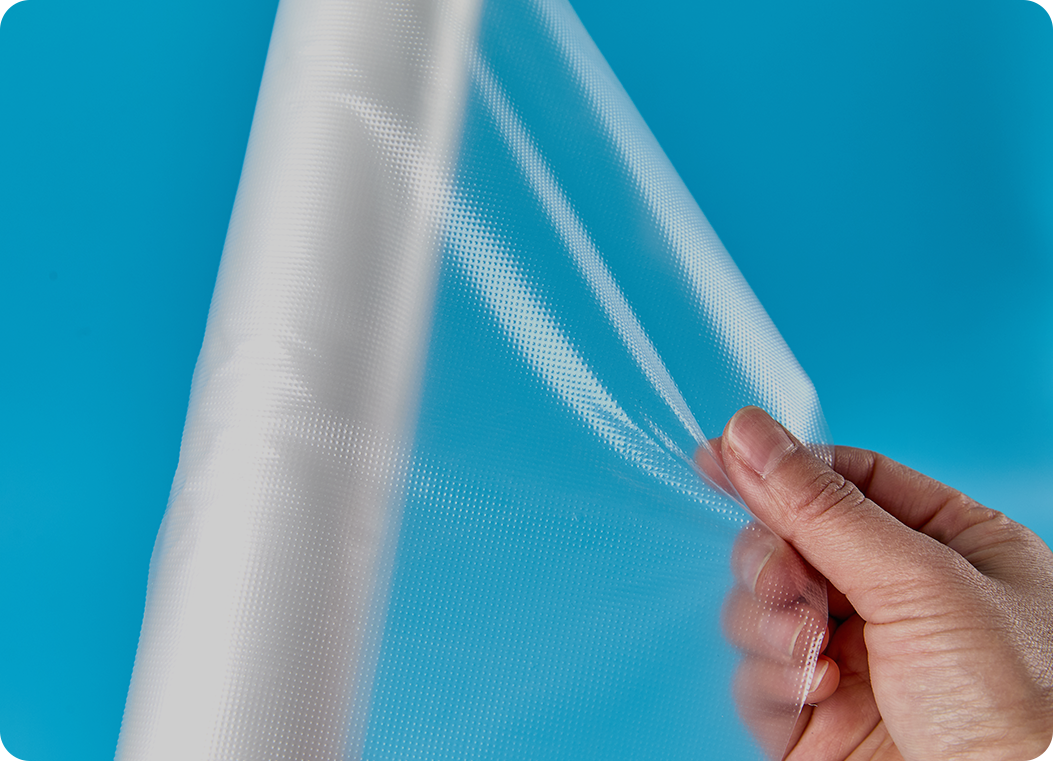
Varmsmeltefilm er et termoplastisk klebende materiale laget i et tynt, jevnt lag som binder to underlag når varme og trykk påføres. I motsetning til flytende lim, leveres det i fast form - vanligvis som en rull eller ark - noe som gjør det rent å håndtere, enkelt å lagre og svært konsistent i påføringstykkelse. Når den varmes opp over aktiveringstemperaturen, smelter filmen, flyter inn i overflaten av materialene den kommer i kontakt med, og danner en varig binding ved avkjøling.
Kjernekjemien varierer avhengig av tiltenkt bruk. Vanlige basispolymerer inkluderer:
- Polyuretan (PU) - tilbyr utmerket fleksibilitet, fuktmotstand og vaskbarhet, mye brukt i tekstiler og fottøy
- Polyetylen (PE) — kostnadseffektivt alternativ for emballasje og lette limingsapplikasjoner
- Etylenvinylacetat (EVA) — god klebrighet og lav aktiveringstemperatur, egnet for skum- og tekstilbinding
- Copolyamid (CoPA) og Copolyester (CoPES) — Høyytelsesalternativer for krevende industrielle miljøer som krever varmebestandighet eller kjemisk stabilitet
Aktiveringstemperaturer varierer vanligvis fra 80°C til 180°C avhengig av formuleringen, og bindetrykk påføres vanligvis via rulle- eller pressesystemer. Fraværet av løsemidler er en viktig fordel - smeltefilm produserer ingen VOC-utslipp under prosessering, noe som støtter renere produksjonsmiljøer og forenkler overholdelse av miljøbestemmelser.

Hot Melt Laminering: Prosess, utstyr og nøkkelparametre
Varmsmeltelaminering er prosessen med å bruke smeltefilm for å binde to eller flere lag med materiale til en enkelt komposittstruktur. Det er mye brukt i bransjer, inkludert klær, bilinteriør, medisinske tekstiler, filtrering og teknisk nonwovens. Det laminerte produktet kombinerer typisk egenskaper fra hvert substratlag - for eksempel pusteevnen til et stoff med vanntetting av en membran, eller mykheten til skum med den strukturelle støtten til en vevd bakside.
Lamineringsprosessen involverer tre hovedtrinn:
- Filmmating og avvikling – smeltefilmen vikles av en rull og føres inn mellom underlagene som skal limes
- Oppvarming og aktivering - filmen passerer gjennom en oppvarmet sone (kalandervalser, flatbedpresse eller infrarød varmeovn) som hever temperaturen over smeltepunktet
- Liming og avkjøling — nip-ruller presser den aktiverte filmen mellom de to underlagene, og enheten avkjøles for å sette bindingen
Kritiske prosessparametere inkluderer temperaturuniformitet, linjehastighet, niptrykk og oppholdstid. Avvik i noen av disse faktorene kan resultere i ufullstendig binding, delaminering eller skade på underlaget. Moderne lamineringslinjer integrerer ofte PLS-kontrollsystemer for å opprettholde stramme toleranser på tvers av alle parametere i sanntid.
| Type film | Typisk aktiveringstemp. | Vanlig applikasjon | Nøkkeleiendom |
|---|---|---|---|
| PU Hot Melt Film | 100–140°C | Sportsklær, fottøy, medisinske tekstiler | Fleksibilitet, vaskbarhet, pusteevne |
| EVA Hot Melt Film | 80–120°C | Skumlaminering, emballasje | Lav aktiveringstemperatur, god klebrighet |
| CoPA Hot Melt Film | 130–170°C | Automotive, industrielle kompositter | Høy varmebestandighet, kjemisk stabilitet |
| CoPES Hot Melt Film | 120–160°C | Tekniske nonwovens, filtrering | Dimensjonsstabilitet, holdbarhet |
Hot Melt Film vs. andre lamineringsmetoder
Smeltlaminering konkurrerer med flere andre bindingsteknologier, hver med distinkte avveininger. Å forstå hvor smeltefilm utmerker seg – og hvor den ikke gjør det – hjelper produsenter med å ta informerte valg av material og prosesser.
vs. Flammelaminering
Flammelaminering smelter direkte overflaten av polyuretanskum for å skape en binding, og eliminerer behovet for et klebelag. Den er rask og rimelig, men produserer åpen flamme, genererer flyktige forbindelser og gir begrenset kontroll over bindingskvaliteten. Smeltende filmlaminering eliminerer forbrenning helt , noe som gjør den egnet for sensitive underlag som membraner, elastiske stoffer og delikate nonwovens som ville bli skadet av direkte flamme.
vs. løsemiddelbasert limlaminering
Løsemiddellim gir sterk initial klebrighet og god dekning, men krever tørketunneler, løsemiddelgjenvinningssystemer og strenge ventilasjonskontroller. De byr også på utfordringer for resirkulering ved utgått levetid. Smeltfilm krever ingen tørking, ingen gjenvinning av løsemidler og reduserer det totale energiforbruket med 20–40 % i sammenlignbare produksjonsscenarier, i henhold til industristandarder.
vs. vannbåren (vandig) selvklebende laminering
Vannbaserte lim er miljømessig å foretrekke fremfor løsemidler, men krever fortsatt lengre tørke- og herdetid. Ved høye linjehastigheter kan de slite med å oppnå jevn bindingsstyrke. Varmsmeltefilm binder seg derimot umiddelbart etter avkjøling, noe som muliggjør raskere gjennomstrømning og inline kvalitetsinspeksjon uten å vente på kursykluser.
Industrielle anvendelser av smeltelaminering
Allsidigheten til smeltefilm gjør den til et grunnleggende materiale på tvers av en rekke sektorer. Nedenfor er hovednæringene som driver etterspørselen:
- Klær og sportsklær — PU-smeltefilm er mye brukt til å laminere vanntette membraner (som PTFE eller TPU) til ytre skallstoffer, og skaper pustende, værbestandige plagg. Den erstatter også syede sømmer i sømløse limingsapplikasjoner, reduserer vekten og forbedrer vanntettheten.
- Fottøy — Skooverdeler, innleggssåler og forsterkningskomponenter er limt ved hjelp av smeltefilm, noe som gir presis kontroll over bindingsbredden og utmerket motstand mot gjentatt bøying og vask.
- Bilinteriør – Dørpaneler, taklister, setetrekk og bagasjeromsbelegg er laminert med CoPA- eller CoPES-filmer, som tåler høye temperaturer og UV-eksponering av kjøretøyinteriør over en levetid på 10 år.
- Medisinske og hygieniske tekstiler — sterile gardiner, kirurgiske kjoler og sårpleieprodukter er avhengige av PU-smeltefilmer som er fri for løsemidler og trygge for hudkontakt, samtidig som barriereytelsen opprettholdes.
- Filtrering og teknisk fiberduk — varmsmeltelaminering binder filtreringsmembraner for å støtte lag uten å blokkere porene, opprettholde luftstrøm og partikkelfangsteffektivitet.
- Emballasje — produsenter av fleksible emballasjer bruker PE- og EVA-smeltefilmer for å produsere flerlagslaminater som kombinerer barrierefilmer, folie og trykklag.
Velge riktig smeltefilm: Nøkkelevalueringskriterier
Å velge riktig smeltefilm for en lamineringsapplikasjon krever tilpasning av flere produktparametere til underlaget, krav til sluttbruk og produksjonsmiljø. De viktigste kriteriene inkluderer:
- Aktiveringstemperaturkompatibilitet — filmen må aktiveres under varmetoleransen til det mest følsomme underlaget. For delikate stoffer eller termoplastiske membraner foretrekkes lavaktiverende EVA- eller myke PU-filmer.
- Filmtykkelse (gsm / mikron) — Tynnere filmer (15–30 gsm) bevarer håndfølelsen til tekstiler og opprettholder pusteevnen; tykkere filmer (50–100 gsm) gir større strukturell bindestyrke for stive eller halvstive underlag.
- Skrellstyrke og skjærstyrke – spesifisert i N/cm eller N/25 mm, disse verdiene må overstige de mekaniske påkjenningene som den limte kompositten vil oppleve under bruk, inkludert strekk-, flell- og skjærkrefter.
- Motstand mot vask og rens — plaggapplikasjoner krever vanligvis ISO 6330 eller EN ISO 15797 vasketesting; filmen må opprettholde bindingsintegriteten gjennom 20–50 vaskesykluser ved spesifiserte temperaturer.
- Åpen tid — hvor lenge den smeltede filmen forblir bindbar etter oppvarming. Lengre åpnetider gir mer presis substratjustering på langsommere produksjonslinjer.
- Overholdelse av forskrifter – medisinske og matkontaktapplikasjoner krever filmer som oppfyller REACH-, RoHS- eller FDA-standarder; kjøpere bør be om MSDS-dokumentasjon og tredjeparts testrapporter som standard praksis.
For de fleste industrielle kjøpere, ber om prøvefilmer og kjører lamineringsforsøk på faktisk produksjonsutstyr er den mest pålitelige måten å validere materialegnethet før du forplikter deg til volumbestillinger. Anerkjente leverandører vil gi applikasjonsstøtte og prosessparameteranbefalinger som en del av deres tekniske tjeneste.






