
Hva er smeltelim?
Smeltlim er et termoplastisk bindemateriale som er fast ved romtemperatur og blir flytende og klebrig når det varmes opp over smeltepunktet. Når det påføres et underlag i smeltet tilstand og presses mot en andre overflate, binder det seg ettersom det avkjøles og stivner igjen - og skaper en limfuge uten bruk av vann, løsemidler eller kjemiske herdemidler. Hele bindingssyklusen, fra påføring til håndteringsstyrke, tar vanligvis sekunder til minutter avhengig av formuleringen og underlaget.
Kjemien til smeltelim er bygget rundt termoplastiske polymerbaser, hver valgt for spesifikke ytelsesegenskaper. De mest brukte basispolymerene inkluderer etylen-vinylacetat (EVA) , som tilbyr lave kostnader og bred substratkompatibilitet; polyuretan reaktiv (PUR) , som kryssbindes etter avkjøling for å levere overlegen fuktmotstand og bindestyrke; polyamid (PA) , som gir høy varmebestandighet og kjemisk stabilitet; polyolefin (PO) , egnet for fleksible underlag med lav overflateenergi; og termoplastisk polyuretan (TPU) , kjent for elastisitet og vaskbarhet. Klebemidler, voks og stabilisatorer er blandet inn i disse basene for å justere åpentid, viskositet, mykgjøringspunkt og fleksibilitet.
Smeltelim brukes i praktisk talt alle produksjonssektorer som krever liming: emballasje, tekstiler og klær, fottøy, bilinteriør, møbler, elektronikk, medisinsk utstyr, bokbinding og konstruksjon. Deres løsemiddelfrie kjemi gjør dem attraktive både fra et prosesssikkerhets- og miljømessig overholdelsessynspunkt - hot melts produserer ingen VOC-utslipp under påføring , i motsetning til løsemiddelbaserte limsystemer som krever ventilasjon, eksponeringskontroller og infrastruktur for gjenvinning av løsemidler.
Hva er Hot Melt selvklebende film ?
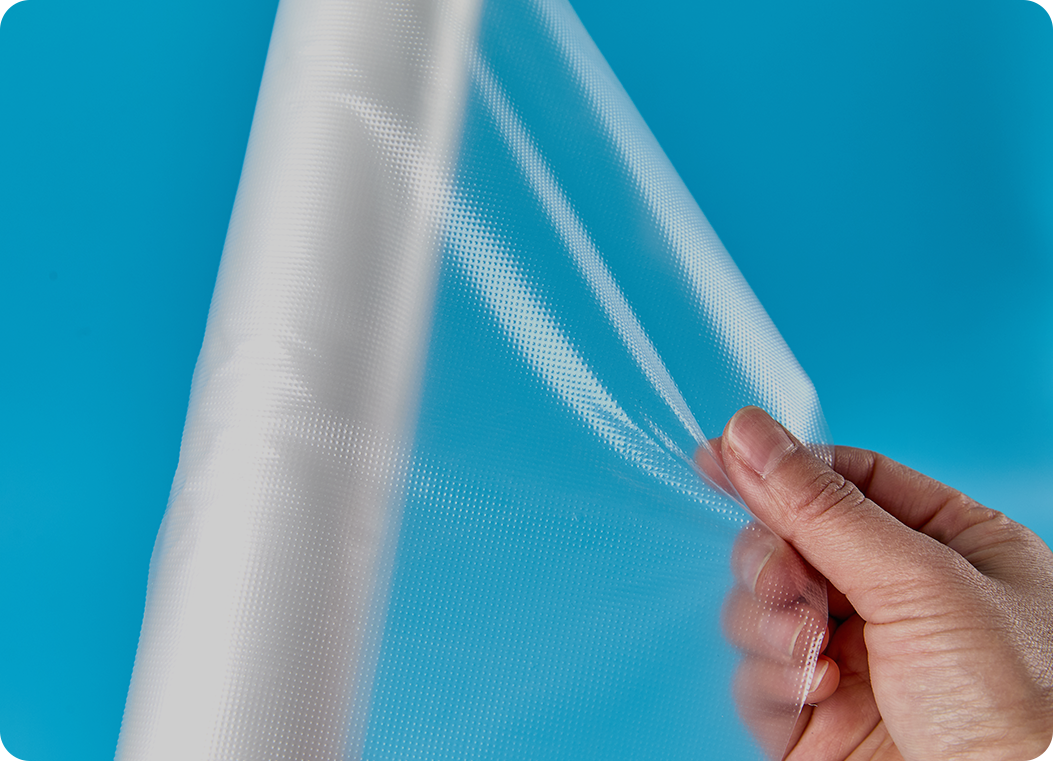
Smeltlimfilm er smeltelim produsert og levert i et forhåndsformet, flatt ark eller rulleformat i stedet for som granuler, pinner eller påført væske. Limet støpes, ekstruderes eller kalandreres til en jevn tynn film - vanligvis fra 0,01 mm til 0,5 mm i tykkelse — og viklet til ruller eller kuttet til ark for bruk i laminerings- og limingsprosesser.

Filmformatet gir en grunnleggende fordel fremfor flytende eller granulerte former: det gir en kontrollert, jevnt limlag med jevn tykkelse over hele bindingsområdet . Spraypåførte eller spalteformede flytende smeltemasser er utsatt for variasjoner i strøkvekten, spesielt ved høye linjehastigheter eller over brede underlag. Film eliminerer denne variasjonen - hver kvadratcentimeter av bindingsområdet mottar nøyaktig den samme limmengden, noe som gir jevn avrivningsstyrke, konsistent utseende og reduserte defektrater i produksjonen.
Smeltlimfilmer er tilgjengelige i to primære konstruksjoner: film som ikke støttes , som er rent lim uten bærelag, og støttet film , hvor limet er belagt på eller laminert med en slippfôr (typisk silikonbehandlet papir eller polyesterfilm) som fjernes umiddelbart før bruk. Noen filmer inneholder en ikke-vevd eller vevd scrim-bærer som forblir i bindingen, noe som gir dimensjonsstabilitet og rivebestandighet til det ferdige laminatet.
Hot Melt Film vs andre selvklebende filmformater
| Format | Aktiveringsmetode | Nøkkelfordel | Begrensning |
|---|---|---|---|
| Smeltende limfilm | Varmetrykk | Ensartet pelsvekt; løsemiddelfri; rask binding | Krever varmekilde; begrenset åpen tid |
| Trykkfølsom lim (PSA) film | Kun trykk | Instant tack; reposisjonerbare karakterer tilgjengelig | Lavere endelig bindestyrke enn varmsmelte |
| Reaktiv limfilm (f.eks. epoksyfilm) | Varmeutløst kjemisk kur | Svært høy styrke; strukturell binding | Irreversibel; høyere kostnad; lengre kuresykluser |
| Vannaktivert limfilm | Fuktighet | Lave kostnader; kompatibelt med papirsubstrat | Ikke egnet for fuktfølsomme underlag |
Hvordan smeltelimfilm fungerer
Aktivering av smeltelimfilm krever to innganger som påføres samtidig eller i rekkefølge: varme å smelte limet over mykningspunktet, og trykk for å sikre intim kontakt mellom det smeltede limet og begge underlagets overflater. Den spesifikke temperaturen, trykket og oppholdstiden som kreves avhenger av polymerkjemien til filmen, den termiske ledningsevnen til underlagene og målbindingsstyrken.
Ved industriell laminering behandles smeltefilmer vanligvis gjennom en av tre utstyrstyper. Flatbed varmepresser påfør jevn temperatur og trykk over hele overflaten samtidig – egnet for kuttede deler, formede komponenter og applikasjoner som krever nøyaktig kontroll av oppholdstid. Kontinuerlige kalander- eller lamineringslinjer mate rullematerialer gjennom oppvarmede valser med kontrollert hastighet og nipptrykk, noe som tillater høykapasitetslaminering av tekstiler, filmer og folier. Autoklavbinding bruker trykksatte varmekamre for komplekse tredimensjonale komponenter, ofte brukt i romfart og avanserte komposittapplikasjoner.
Når varme påføres og limet smelter, flyter det inn i overflateteksturen og porene på begge underlagene - en prosess som kalles våt ut . God utfukting maksimerer kontaktområdet mellom lim og underlag på et molekylært nivå, som er den primære driveren for bindestyrke. Når sammenstillingen avkjøles under limets størkningstemperatur, filtres polymerkjedene sammen og låses, og skaper en stiv eller halvstiv binding avhengig av formuleringen. PUR-smeltefilmer gjennomgår en sekundær fuktighetsutløst tverrbindingsreaksjon etter innledende avkjøling, utvikler den endelige bindingsstyrken over 24–72 timer og produserer skjøter som er betydelig mer motstandsdyktige mot varme, fuktighet og kjemisk eksponering enn ikke-reaktive smeltebindinger.
Nøkkelbehandlingsparametere
- Aktiveringstemperatur: Typisk 80°C–160°C avhengig av polymertype. EVA-filmer aktiveres ved lavere temperaturer (80–120 °C); polyamid- og PUR-filmer krever 120–160°C.
- Presstrykk: Vanligvis 2–5 bar for flatbedapplikasjoner; Nipptrykket på kalanderlinjer stilles inn av rullegap og linjespenning.
- Oppholdstid: Fra 5 sekunder (tynne filmer på ledende underlag) til 60 sekunder (tykke laminater eller materialer med lav ledningsevne som skum).
- Avkjøling: Påføring av kjøletrykk etter varmesyklusen – enten gjennom avkjølte platen eller omgivende nip-valser – forhindrer at laminatet delamineres eller deformeres når limet størkner.
Anvendelser av smeltelimfilm etter industri
Smeltlimfilmer spesifiseres på tvers av et bredt spekter av industrier der det kreves ren, jevn, løsemiddelfri liming av lagdelte materialer.
Tekstiler og klær
Tekstillaminering er et av de største bruksområdene for smeltelimfilm. Filmer brukes til å lime funksjonelle lag i ytelsesstoffer - membran-til-fleece-laminering i vanntett yttertøy, liming av mellomfôr til skallstoffer i skreddersydde plagg og sømforsegling i teknisk klær. TPU- og PUR-filmer dominerer dette segmentet på grunn av deres fleksibilitet, vaskbarhet og kompatibilitet med elastiske stoffer. I sømløs plaggkonstruksjon erstatter smeltelimefilmer søm helt i synlige sømområder, og produserer rene kanter som er både estetisk overlegne og strukturelt sunne etter gjentatte vaskesykluser.
Fottøy
Smeltende filmer binder tåhetter, hæltellere, forsterkningslapper og dekorative overlegg til fottøyoverdeler uten løsemiddelklebemidlene som tradisjonelt brukes i skoproduksjon. PUR-reaktive filmer er spesielt verdsatt her for deres motstand mot flekstretthet - bindingen må overleve millioner av bøyesykluser over produktets levetid uten å delaminere.
Bilinteriør
Dashboarddeksler, dørpanellaminater, taklister, setestoffbinding og teppefeste i bilinteriør produseres rutinemessig ved bruk av smeltelimfilmer. Bilmiljøet krever lim som opprettholder bindingsintegriteten over temperatursykluser fra -40 °C vinterkulde til 100 °C dashbordoverflatetemperaturer ved soleksponering om sommeren. Polyamid og PUR-filmer med høyt mykgjøringspunkt er spesifisert for disse bruksområdene på grunn av deres termiske stabilitet.
Elektronikk og teknisk montering
I elektronikkproduksjon binder smeltelimfilmer sammen skjermsammenstillinger, fester beskyttende filmer til paneler, fester battericeller og laminerer fleksible kretser til stive underlag. Tynne filmer i området 0,025–0,1 mm brukes der bindingslinjetykkelsen må minimeres for å unngå å påvirke komponentklaringer eller displayoptikk. Elektrisk ledende smeltefilmer - lastet med metallpartikler eller ledende karbon - brukes i spesifikke applikasjoner som krever både vedheft og elektrisk ledningsevne over bindingslinjen.
Emballasje og grafisk kunst
Soft-touch lamineringsfilmer som påføres trykt emballasje, bokomslag og reklamemateriell bruker smeltelimlag for å lime taktil overflatefilm til papp eller stive underlag. Klarheten og den lave aktiveringstemperaturen til EVA-baserte filmer gjør dem godt egnet for applikasjoner der optisk kvalitet og substratets varmefølsomhet er begrensninger.
Velge riktig smeltelimfilm
Å velge riktig smeltefilm for en applikasjon krever evaluering av fem primære faktorer: substratkompatibilitet, nødvendig bindestyrke, brukstemperaturområde, fleksibilitetskrav og behov for vaskbarhet eller kjemisk motstandsdyktighet.
- EVA-filmer er det billigste alternativet og passer til generell liming av papir, papp, ikke-vevde stoffer og tekstilapplikasjoner med lav etterspørsel. De mykner ved relativt lave temperaturer og er ikke egnet for applikasjoner som utsettes for vedvarende varme over 60–70°C.
- TPU filmer er standardvalget for stretch-tekstillaminering, sportsklær og enhver bruk som krever at bindingen bøyer seg gjentatte ganger uten å sprekke. De tåler vask og har god kjemikaliebestandighet.
- PUR reaktive filmer leverer den høyeste bindingsstyrken og best motstand mot varme, fuktighet og kjemikalier blant smeltefilmtyper. De er det riktige valget for strukturell liming, fottøy, bilindustrien og krevende tekstilapplikasjoner - men krever forsiktig håndtering ettersom tverrbindingsreaksjonen begynner når filmen er utsatt for atmosfærisk fuktighet.
- Polyamidfilmer velges når høyt mykningspunkt (typisk 130–180°C) og god vedheft til tekniske underlag, inkludert metaller, stiv plast og glass, kreves. Vanlig i bil- og elektronikkbinding.
- Polyolefinfilmer bindes godt til plast med lav overflateenergi som polyetylen og polypropylen som er vanskelig å feste med de fleste andre limkjemi - noe som gjør dem til standardvalget for emballasjeapplikasjoner som involverer PE- eller PP-filmer og -beholdere.
Valg av filmtykkelse er like viktig. Tynnere filmer (0,025–0,05 mm) minimerer bindingslinjens synlighet og tilleggsvekt , noe som gjør dem egnet for optiske, klær og lette tekniske applikasjoner. Tykkere filmer (0,1–0,5 mm) gir høyere klebemasse for å fylle overflateuregelmessigheter på grove eller porøse underlag, og gir større avrivningsmotstand der bindingen vil bli utsatt for vedvarende mekanisk påkjenning.






