
Varmt smeltelim er en løsemiddelfri termoplastisk forbindelse som binder materialer ved å smelte, flyte og avkjøle for å danne en sterk fysisk og kjemisk skjøt. Den grunnleggende fordelen med varmsmelte er hastighet: den stivner i løpet av sekunder mens den avkjøles, ikke ved fordampning eller kjemisk herding. Denne enkeltegenskapen gjør den til den dominerende bindingsteknologien i høyhastighetspakkelinjer, hvor smeltelim for emballasje står nå for over 60 % av all kasse- og kartongforsegling globalt. Enten du vurderer en polyolefin smeltelim for vanskelige underlag eller valg påføringssystemer for varmsmelte for en ny produksjonslinje bestemmer de underliggende kjemi- og prosessparametere suksessen. Denne artikkelen dekker alle viktige aspekter – fra varmsmeltende limformulering og filmtyper helt nøyaktig smeltelimtemperatur kontroll og hvordan man smelter lim på riktig måte uten nedbrytning.
Hva er smeltelim: kjemi og kjernemekanisme
På sitt enkleste, hva er smeltelim kan besvares med dens tredelte sammensetning: en basispolymer, en klebriggjørende harpiks og en mykner eller voks. Polymerryggraden – vanligvis etylen-vinylacetat (EVA), polyolefin eller polyamid – gir kohesjonsstyrke og fleksibilitet. Klebriggjørende harpikser som hydrokarbon eller kolofoniumestere senker smelteviskositeten og forbedrer overflatefukting, mens voks kontrollerer åpentid og innstillingshastighet. I en standard EVA-basert industrielt smeltelim , er formuleringen omtrent 30–40 % polymer, 30–40 % klebriggjørende og 20–30 % voks. Denne blandingen gir en smelteviskositet på 500–3 000 mPa·s ved 180°C, noe som tillater ren påføring gjennom dyser eller spaltedyser.
En mer spesialisert gren er polyolefin smeltelim , basert på amorfe poly-alfa-olefiner (APAO) eller metallocen-katalyserte polyolefin-elastomerer. Disse limene binder seg eksepsjonelt godt til plast med lav overflateenergi som polypropylen og polyetylen – underlag der tradisjonelle EVA-kvaliteter svikter uten overflatebehandling. APAO-baserte smeltemasser har et ring-og-kule-mykningspunkt på 130–165 °C og opprettholder fleksibilitet ned til -30 °C, noe som gjør dem ideelle for utendørs montering og interiørtrim i biler. Spesielt, hva er hot melt fra et fysisk synspunkt er et materiale hvis tilstandsendring er fullstendig reversibel: gjenoppvarm bindingslinjen og limet mykner, slik at reposisjonering eller demontering.
Smeltlimbruk og bruksområder på tvers av bransjer
Listen over bruk av smeltelim spenner fra mikroskala elektronikk til tung emballasje og konstruksjon. Tabellen nedenfor oppsummerer nøkkelen smeltelimapplikasjoner etter bransje og den best egnede formuleringstypen. I alle tilfeller påføres limet smeltet og utvikler bindestyrke gjennom avkjøling, ikke tverrbinding, noe som muliggjør umiddelbar håndtering.
| Applikasjonssektoren | Typisk Hot Melt Type | Nøkkelytelseskrav | Påføringstemperatur (°C) |
|---|---|---|---|
| Eske og kartongforsegling | EVA-basert | Rask settetid, høy grønnfarge | 160 – 180 |
| Bokbind og grafisk kunst | EVA eller PUR varmsmelte | Fleksibel ryggrad, lang åpen tid | 140 – 160 |
| Innredning i biler | Polyolefin (APAO) | Fleksibilitet ved lav temperatur, PP-vedheft | 170 – 195 |
| Elektronikk montering | Polyamid eller reaktiv varmsmelte | Dielektrisk stabilitet, presis dispensering | 190 – 210 |
| Tekstil- og klærlaminering | Smeltende limfilm (TPU, EVA) | Vask motstand, myk håndfølelse | 120 – 150 |
| Trykkfølsomme etiketter og tape | SBC-basert hot melt PSA | Permanent klebrig, lav VOC | 150 – 170 |
For smeltelim for emballasje , er arbeidshestformuleringen EVA med en smelteviskositet rundt 800 mPa·s. Linjer som kjører med 80 saker per minutt krever en åpen tid på under 2 sekunder og en innstilt tid på under 0,8 sekunder. I kontrast, a polyolefin smeltelim som brukes i dørpaneler til biler, kan ha en åpen tid på 15–30 sekunder for å tillate justering av delen før den klemmes. Skiftet mot varmsmeltende limfilm i tekstilbinding adresserer også en nøkkelbegrensning for flytende smeltemidler: beleggvektskonsistens. En 50 mikron TPU-film gir jevn bindingstykkelse over store overflater, noe som er umulig å oppnå med perle- eller spraypåføring.
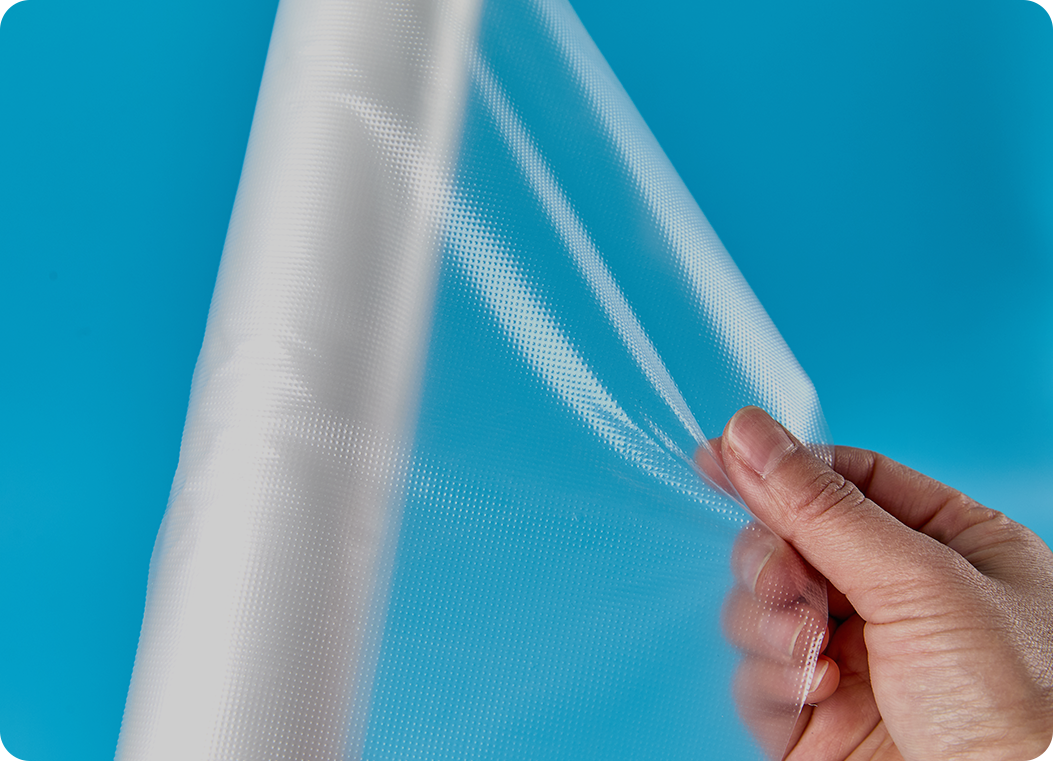
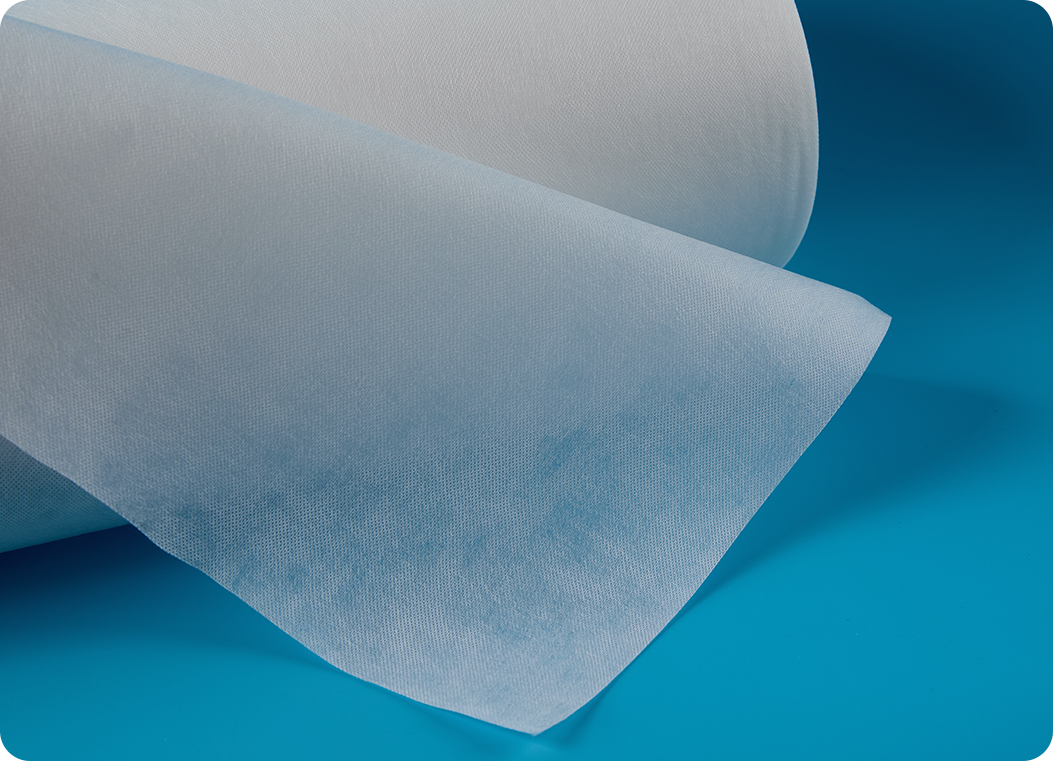
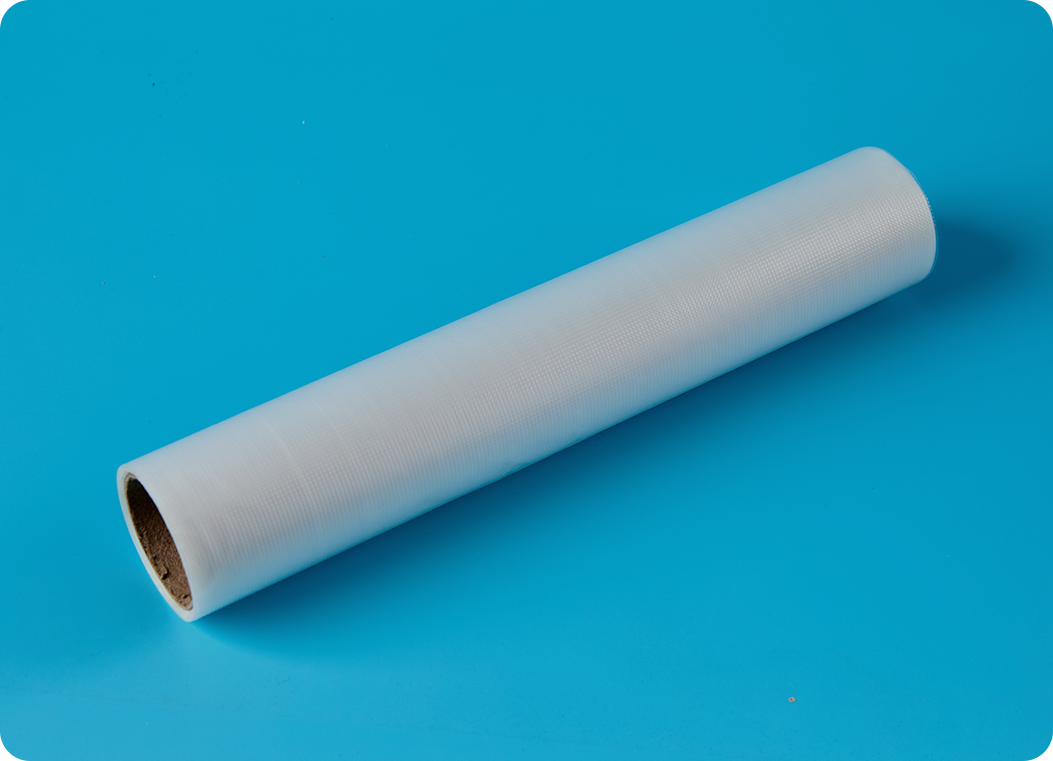
Hot Melt selvklebende film , belegg og tapeformater
Ikke all smeltemasse påføres som en flytende perle. Smeltende limfilm er et solid ark eller bane av termoplastisk lim, vanligvis levert på ruller og aktivert ved varmelaminering. Vanlige polymerer inkluderer termoplastisk polyuretan (TPU), EVA og polyolefin. Smeltende limbelegg refererer til prosessen med å påføre et smeltet lim på et underlag – ofte papir, film eller stoff – gjennom en spalteform, rulle eller spraysystem. Beleggets vekt kan variere fra 5 g/m² for trykkfølsomt etikettmateriale opp til 200 g/m² for laminering av takbelegg i biler. I en typisk smeltelimbelegg linje, en oppvarmet tank opprettholder limet på det optimale smeltelimtemperatur (vanligvis 160–180°C), og en doseringspumpe leverer det til belegningshodet ved trykk på opptil 60 bar.
Hva er smeltetape ? Det er en trykkfølsom selvklebende tape produsert ved å belegge en varmsmelteformulering på en bakside – vanligvis BOPP, polyester eller papir – og deretter avkjøle den. I motsetning til løsemiddelbaserte bånd, produserer smeltebånd null VOC-utslipp under produksjon og gir høy skjærstyrke. Smeltlimemballasje formater for tapeindustrien inkluderer bulkblokker, puter og tromler, som mates inn i smeltere på beleggslinjer. Varmsmelten som brukes i tape inneholder vanligvis en styrenblokk-kopolymer (SBC)-base med klebemidler som gir trykkfølsom grip. Disse båndene er mye brukt til kartongforsegling, skjøting og generell emballasje.

Hvordan smelte limet riktig og kontrollere temperaturen
Riktig hvordan smelte lim teknikk påvirker bindingsstyrken og forkullingsdannelsen direkte. Industriell påføringssystemer for varmsmelte bruk elektrisk oppvarmede tanker med presis PID temperaturkontroll. Limet bør varmes opp gradvis til spesifisert smeltelimtemperatur —ofte mellom 150°C og 200°C avhengig av formuleringen—og holdt der i kortest mulig tid. Nedbrytning følger et Arrhenius-forhold: for hver 10°C over anbefalt settpunkt dobles hastigheten av termisk dekomponering. Røye som dannes som formørkede partikler kan tette til dyser og svekke limfilmen. En høy kvalitet smeltepåføringssystem opprettholder en jevn temperatur innenfor ±2°C over hele væskebanen, fra tank til påføringshode.
- Still inn tank- og slangetemperaturer nøyaktig til limprodusentens databladspesifikasjoner.
- Forvarm tanken i 30–45 minutter før produksjonen starter for å sikre at limet er helt smeltet uten varme flekker.
- Tilsett aldri ferskt lim direkte på toppen av fullt smeltet materiale – oppretthold alltid et smeltet basseng og tilsett gradvis.
- Overvåk viskositetsendring over tid; en 15 % økning i smelteviskositet indikerer polymernedbrytning og betyr at tanken bør renses.
- Bruk nitrogenteppe hvis smeltetanken er åpen mot atmosfæren i lengre perioder, da oksygen akselererer oksidasjonen.
For småskala eller manuelle applikasjoner, hvordan smelte lim gjøres ofte med en limpistol som opererer ved en fast 195°C. Nøkkelregelen er å dispensere limet innen 2–3 minutter etter smelting og aldri la det gå på tomgang ved temperatur i flere timer, noe som kan forårsake forkulling ved varmeelementets kontaktpunkter.
Smeltlimformulering og valg av produsent
En robust varmsmeltende limformulering balanserer åpen tid, bindingsstyrke, termisk stabilitet og substratkompatibilitet. Skiftet mot biobaserte og lav-VOC-formuleringer har introdusert nye polymerblandinger: en nylig trend er bruken av poly(melkesyre)-segmenter i varmsmelte for å forbedre biologisk nedbrytbarhet uten å ofre vedheft. En annen er reaktive smelteblandinger som herder med omgivelsesfuktighet etter påføring, og gir strukturelle bindingsstyrker over 10 MPa. Ved innkjøp fra smeltelim produsenter , de mest kritiske evalueringskriteriene er batch-til-batch-viskositetskonsistens (vanligvis innenfor ±5 % av målet), innholdet av fritt formaldehyd i EVA-kvaliteter (bør være under 0,1%), og overholdelse av indirekte matkontaktforskrifter som FDA 21 CFR 175.105 for emballasjelim.
En kvalifisert smeltelimprodusent vil gi en full termisk stabilitetskurve som viser viskositet mot tid ved anbefalt temperatur over minst 72 timer. Ledende smeltelim produsenter tilbyr også påføringsstøtte, inkludert dyseanbefaling, temperaturprofilering og kompatibilitetstesting med underlagene dine. Når du vurderer alternativene, be om en prøvebatch med et analysesertifikat som dekker ring-og-kule-mykningspunkt, smelteviskositet ved 180°C, og skrell- eller skjærvedheft på ditt spesifikke underlag. Disse dataene tillater en direkte sammenligning mellom leverandører og bekrefter at limet vil løpe på din eksisterende påføringssystemer for varmsmelte uten modifikasjoner.
Industrielt smeltelim: trender og ytelsesdata
Markedet for industrielt smeltelim er anslått å vokse med 5,8 % CAGR gjennom 2030, drevet av et skifte fra løsemiddellim og den raske utvidelsen av e-handelsemballasje. EVA er fortsatt det største segmentet etter volum, men polyolefin smeltelim etterspørselen øker raskere med rundt 8 % årlig på grunn av ytelsen på resirkulerte og lavenergisubstrater. I kontrollerte lap-skjær-tester på polypropylen oppnår en APAO-basert varmsmelte 3,2 MPa, sammenlignet med 1,1 MPa for en standard EVA-kvalitet. For smeltelim emballasje brukt i transportbokser, kan moderne formuleringer med lav brukstemperatur kjøre ved bare 135°C, noe som reduserer energiforbruket med 22 % og reduserer forbrenningsrisikoen for linjeoperatører.
Om kravet er en varmsmeltende limfilm for sømløs plagglaminering eller høy klebrighet smeltelim for emballasje , er beslutningskjeden konsistent: spesifiser substratet, åpen tid, tjenestetemperaturområde og regulatoriske krav først. Velg deretter riktig formulering og match den med en nøyaktig smeltepåføringssystem . Når temperatur- og påføringsparametere opprettholdes korrekt, gir smeltebindinger umiddelbar håndteringsstyrke og langsiktig holdbarhet med minimalt avfall og ingen utslipp av løsemidler.






